Giới thiệu về nhiệt luyện của thép C45 và thép 40Cr
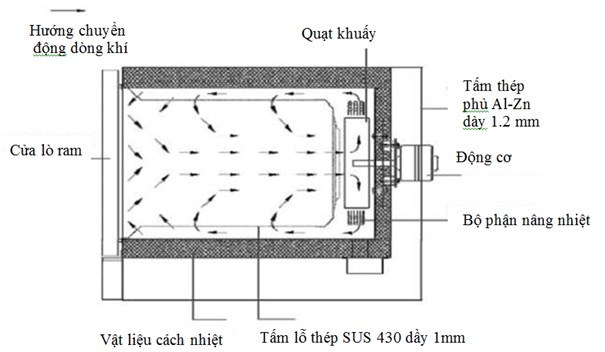
Xử lý nhiệt luyện cho thép: đây là quá trình xử lý thép ở trạng thái rắn, thép được nâng nhiệt, giữ nhiệt và làm nguội trong môi trường thích hợp nhằm thu được cấu trúc và tính chất mong muốn. Thông thường ở Việt Nam độ cứng là tính chất qua trọng nhất khi nhiệt luyện một mác thép. Khách hàng sẽ kiểm tra độ cứng, sau đó các tính chất khác được được kiểm chứng trong quá trình làm việc của chi tiết. Thông thường quá trình nhiệt luyện chỉ làm thay đổi cấu trúc bên trong mà không thay đổi hình dạng của chi tiết.
Toc
Quá trình xử lý nhiệt cải thiện đáng kể cơ tính của thép, tăng độ bền, độ dai và tuổi thọ của chi tiết, tăng độ cứng và khả năng chống mài mòn. Do đó hầu hết các chi tiết cơ khí đều phải qua nhiệt luyện.
Xử lý nhiệt có thể đồng thời thời tăng hiệu suất/năng suất sử dụng của chi tiết, do đó nhiệt luyện đóng vai trò qua quan trọng trong công nghiệp chế tạo cơ khí. Hai mác thép C45 và 45Cr là hai mác thép phổ biến trong sản xuất cơ khí.
Quá trình sau tôi xong ram cao ngay gọi là nhiệt luyện hóa tốt. Dạng nhiệt luyện này được sử dụng rộng rãi trong các chi tiết quan trọng, đặc biệt đối với trục, bánh răng, bulong…làm việc trong điều kiện tải thay đổi.
Tìm hiểu các dạng nhiệt luyện của thép: khái niệm nhiệt luyện thép
1. Thép 45– Thép kết cấu cacbon trung bình chất lượng cao
Mác thép 45 là theo tiêu chuẩn GB, còn theo tiêu chuẩn nhật là S45C, tiêu chuẩn Mỹ ASTM là 1045080m46, theo tiêu chuẩn Đức Din là mác C45. Mác thép 45 có thành phần các bon trung bình, thành phần cacbon từ 0.42-0.45%, thành phần Si khoảng 0.17-0.37%, thành phần Mn trong khoảng 0.5-0.8%, thành phần Cr khoảng 0.25%.
Đây là mác thép có cơ tính nhất định, giá thấp và nguồn cung ứng nhiều, do đó được sử dụng rộng rãi trong sản xuất. Nhưng một trong những điểm yếu lớn nhất của thép là độ cứng thấp, những chi tiết lớn và yêu cầu cao không nên sử dụng.
Chế độ nhiệt luyện khuến cáo cho mác thép 45 như sau: thường hóa ở 850 ℃, tôi ở 840 ℃ và ram ở 600 ℃.
1. Thép 45 chất lượng khi tôi có độ cứng cao hơn HRC55 (trên HRC62) sau khi tôi và trước khi ram. Độ cứng sử dụng là HRC55 (thông thường sau tôi HRC58)
2. Thép 45 không thích hợp cho qua trình thấm cacbon và tôi
Nhiệt độ tôi và ram của thép 45:
Nhiệt độ tôi của thép C45 có giá trị A3 + (30-50) ℃. Trong thực tế, nhiệt độ cao hơn nhiệt độ giới hạn được thực hiện. Nhiệt độ tôi cao hơn có thể tăng tốc độ nâng nhiệt, giảm quá trình hình thành oxit trên bề mặt và tăng năng suất công việc. Với mục đích đồng nhất pha austenit toàn chi tiết, nhiệt độ giữ phải đủ. Đối với chi tiết dày và lớn, thời gian giữ nhiệt được tính dài hơn.
Nói các khác, độ cứng có thể không đạt nếu thời gian giữ nhiệt ngắn. Tuy nhiên, nếu thời gian giữ nhiệt quá dài, khuyết tật như hạt thô và quá trình thoát các bon có thể xảy ra, ảnh hưởng đến chất lượng sản phẩm tôi. Theo y kiến của chúng tôi, nếu mẻ nhiệt luyện lớn hơn yêu cầu trinh các tài liệu, thời gian nâng và giữ nhiệt cần thêm 1/5 lần thời gian theo quy trình. Bởi vì độ cứng thép 45 thấp, do đó dung dịch 10% nước muối nên đc sử dụng vì có tốc độ làm nguội nhanh.
Sau khi nhiệt luyện thép 45 nên có độ cứng 56-59 HRC, và trên toàn chi tiết, độ cứng lõi có thể thấp hơn, nhưng không thể thấp hơn 48 HRC. Nếu không, điều đó có nghĩa chi tiết không được tôi hoàn toàn, và có thể tồn tại cấu trúc ferrit. Và cấu trúc này sẽ tiếp tục tồn tại sau khi ram, và do đó mục đích của nhiệt luyện không đạt được. Thép 45 thông thường được ram cao, nhiệt độ sử dụng trong khoảng 560 ~ 600 ℃, và độ cứng yêu cầu 22 ~ 34 HRC. Bởi vì mục đích của ram thép thu được cơ tính tổng hợp, do đó khoảng độ cứng biến thiên trong một khoảng rộng. Tuy nhiên, nếu độ cứng trong bản vẽ được yêu cầu, nhiệt độ ram nên được điều chỉnh theo bản bản vẽ để chắc chắn thu được độ cứng. Ví dụ, đối với các trục yêu cầu độ bền và độ cứng cao, trong khi một vài loại bánh răng và chi tiết trục cần phay và sẻ rãnh sau khi ram, cho nên yêu cầu độ cứng thấp hơn.
Đối với thời gian giữ nhiệt, phụ thuộc và độ cứng yêu cầu và hình dạng của chi tiết. Chúng tôi cho rằng độ cứng sau khi ram phụ thuộc vào nhiệt độ ram, thời gian ram ảnh hưởng ít hơn, nhưng phải đủ thời gian chuyển biến. Thông thường thời gian giữ nhiệt nhiều hơn một giờ,
Thép 45 đã từng được sử dụng để thấm cacbon, pha mactenxit cứng và giòn hơn sẽ suất hiện trong lõi sau tôi, điều này làm giảm ưu điểm của quá trình thấm cacbon. Hiện nay các mác thép thấm có thành phần cacbon không cao. Thành phần cacbon cho lõi khoảng 0.3% cho những ứng dụng yêu cầu độ bền. Quá trình tôi + ram và tôi bề mặt được sử dụng một phần thay thế cho công nghệ thấm cacbon
2. Thép 40 Cr – Thép hợp Kim kết cấu
Thép 40Cr là thép hợp kim theo tiêu chuẩn GB3077. Thành phần cacbon trong mác thép khoảng 0.37% ~ 0.44%, thành phần cacbon thấp hơn trong mác thép 45 một chút. Thành phần Si và Mn cân bằng, và thành phần Cr khoảng 0.80% ~ 1.10%. Thành phần hóa học mác thép cho trong bảng dưới đây:
Bởi vì giá của thép 40Cr hơn một nửa so với thép 45, do đó thép 40Cr chỉ nên dùng với chi tiết yêu cầu độ thấm tôi lớn.
Cơ tính thép 40Cr
- Độ bền kéo:≥ 810 MPa
- Giới hạn chảy: ≥ 785 MPa
- Độ dai va đập: 47 J
Mác thép 40Cr sử dụng trong mục đích gì?
Đây là một trong số những mác thép thông dụng nhất trong công nghiệp. Sau khi tôi và ram, thông thường được sử dụng trong các cho tiết. Ví dụ như trong các bánh răng của máy công cụ, trục…Nếu chi tiết được tôi và ram, tôi cao tần thường được sử dụng để đạt độ cứng cao, và khả năng chống mài mòn. Ví dụ bánh xe, trục, trục chính, trục khuỷu, trục quay, van đầu vào, bu lông và v.v.
So sánh mác 45 và 45Cr
Thành phần cacbon của mác 40Cr thấp hơn mác 45. Ở điều kiện cán nóng, cơ tính của hai mác là tương đương. Nhưng giá của mác 40Cr gấp 1,5 lần giá mác 45.
Độ cứng mác thép 40Cr sau nhiệt luyện
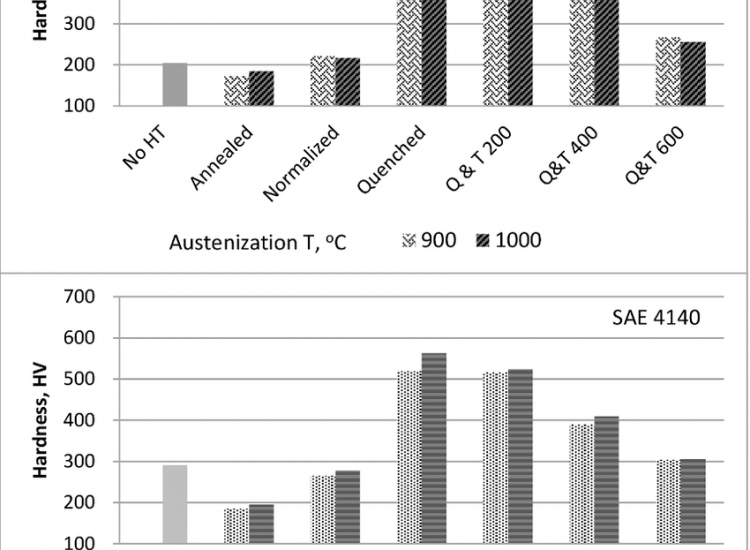
Sau nhiệt luyện (tôi + ram), độ cứng của mác 40Cr trong khoảng 32-36 HRC, tương đương 301-340 HB. Một số độ cứng sau các chế độ nhiệt luyện:
- Sau tôi dầu ở nhiệt độ 830℃-860℃: 55HRC
- Sau ram ở 150℃: 55HRC
- Sau ram ở 200℃: 53HRC
- Sau ram ở 300℃: 51HRC
- Sau ram ở 400℃: 43HRC
- Sau ram ở 500℃: 34HRC
- Sau ram ở 550℃: 32HRC
- Sau ram ở 600℃: 28HRC
- Sau ram ở 650℃: 24HRC
- Sau ram ở 700℃ tempering: 20HRC
Tham khảo: Nhiệt luyện thép S50c và nhiệt luyện thép S55c