Khi thêm số lượng và hàm lượng các nguyên tố hợp kim vào thép dụng cụ cacbon sẽ được thép hợp kim dụng cụ. So sánh với thép dụng cụ cacbon, thép dụng cụ hợp kim có độ cứng và khả năng chống mài mòn cao hơn, đồng thời tính cứng nóng và ổn định khi ram cao hơn.
1. Thép dụng cụ cắt hợp kim thấp tôi trong dầu
Thép dụng cụ cắt hợp kim thấp là loại thép có số lượng nhỏ các nguyên tố nhỏ hợp kim được thêm vào trong thép dụng cụ cacbon. Thành phần W trong khoảng 0.75%~1.5% để đảm bảo khả năng tôi cứng và hình thành cacbit hợp kim. Trong số chúng, chức năng chính của Si, Mn và Cr là tăng khả năng hóa bền (cứng) của thép.
Để tăng độ bền của thép, Ti và V hình thành cacbit, làm nhỏ hạt và tăng độ cứng, khả năng chống mài mòn và bền nhiệt của thép. Do đó, khả năng hóa bền của thép hợp kim thấp cao hơn thép cacbon dụng cụ.
Nứt vỡ và thay đổi kích thước có xu hướng giảm. Tuy nhiên bởi vì số lượng nguyên tố hợp kim được thêm vào nhỏ, do đó khả năng làm việc của thép không quá 300°C.
2. Thép dụng cụ cắt tôi dầu
Dụng cụ cắt được chế tạo từ thép dụng cụ hợp kim cao có tốc độ cắt cao hơn thép dụng cụ, do đó gọi là thép cắt tốc độ cao. Nó có đặc điểm là độ cứng bền đến 600°C, và có thể giữ được góc cắt trong thời gian dài, trong quá trình cắt. Cấu trúc mactenxit có thể thu được khi tôi không khí.
Thép tốc độ cao chỉ thu được tính chất tuyệt vời khi tôi và ram đúng. Nhiệt độ nung tôi của các mác thép này rất cao, lên tới 1200~1300°C, với mục đích để cacbit có khả năng hòa tan vào nền austenit, do đó tăng độ ổn định độ cứng. Bởi vì hệ số dẫn nhiệt thấp, do đó thép phải được nung sơ bộ trong quá trình nung tôi như thể hiện ở hình 1.
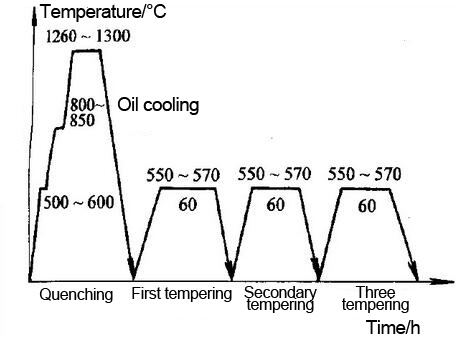
Hình 1. Sơ đồ nung tôi của thép W18Cr4V
Cấu trúc của thép cắt tốc độ cao sau khi tôi và ram với 25% austenity dư được thể hiện như hình 2.
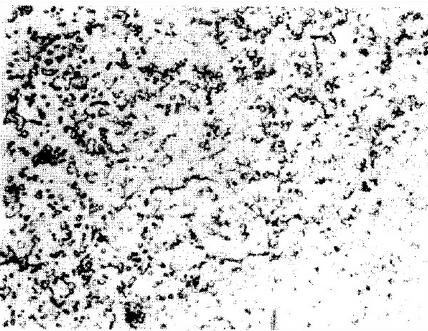
Hình 2. Cấu trúc của thép W1 8Cr4V khi tôi (400X)
Tìm đọc thêm: Thép gió