Vai trò của độ nhám bề mặt trong cơ khí ?
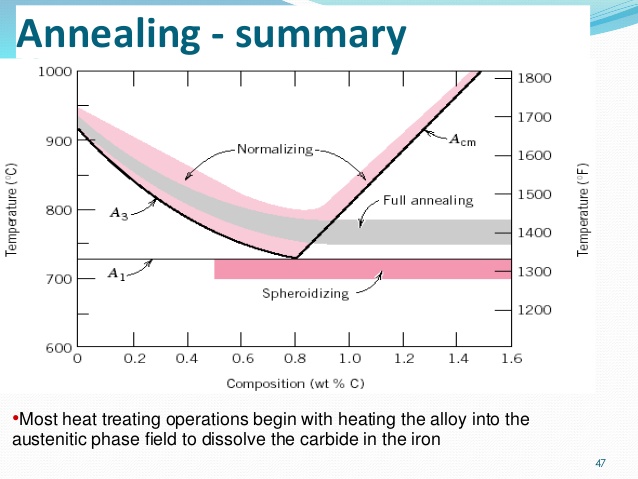
Độ nhám bề mặt, thông thường được gọi là nhám bề mặt, là một đặc tính của bề mặt vật liệu. Độ nhám bề mặt có ý nghĩa quan trọng trong chế tạo các chi tiết cơ khí từ kim loại. Trong quá trình chế tạo từ phôi thép, gia công thô (phay, tiện), nhiệt luyện, mài, hóa nhiệt luyện đề làm thay đổi độ nhám bề mặt. Thông thường khách hàng, người sử dụng chỉ quan tâm tới độ nhám của sản phẩm cuối cùng.
Độ nhám bề mặt có vai trò quan trọng, quyết định sự tươn tác của chi tiết với môi trường. Trong lĩnh vực ma sát, bề mặt nhám hơn có hệ số ma sát lớn và bị mòn nhanh hơn các bề mặt mịn. Độ nhám thôn thường là một dự đoán tốt cho hiệu quả sử dụng của các chi tiết cơ khí, bởi vì những bất thường trên bề mặt có thể hình thành các nứt tế vi hoặc ăn mòn. Mặc khác, độ nhám có thể hỗ trợ khả năng bám dính.
Mặc dù độ nhám cao thông thường không được mong muốn, nó có thể khó khăn và chi phí cao trong chế tạo. Ví dụ, để tạo độ nhám bề mặt thấp trong các khuôn nhựa thì chi phí đánh bóng khuôn rất lớn. Việc hiểu và lựa chọn độ nhám bề mặt phù hợp có vai trò quan trọng trong chế tạo cơ khí, mà các kỹ sư cơ khí cầ nằm được.
Độ nhám có thể được đo bằng cách so sánh thủ công với “máy so sánh độ nhám bề mặt” (một mẫu đo độ nhám bề mặt đã biết), nhưng nhìn chung, phép đo biên dạng bề mặt được thực hiện bằng máy đo độ nhám. Chúng có thể là loại tiếp xúc (thường là bút kim cương) hoặc quang học (ví dụ: giao thoa kế ánh sáng trắng hoặc kính hiển vi tiêu điểm quét laze).
Tuy nhiên, độ nhám được kiểm soát thường có thể được mong muốn. Ví dụ, bề mặt bóng có thể quá sáng bóng đối với mắt và quá trơn đối với ngón tay (bàn di chuột là một ví dụ điển hình) vì vậy cần phải có độ nhám có kiểm soát. Đây là một trường hợp mà cả biên độ và tần số đều rất quan trọng.
Khái niệm về các loại độ nhám?
Độ nhám được phân làm độ nhám theo đường và độ nhám theo mặt. Thông thường trong cơ khí thường đo độ nhám theo đường. Độ nhám theo đường được hiểu xác định theo các đường chuẩn. Gồm hai thông số là Sai lệch trung bình Ra và chiều cao nhấp nhô Rz. Tương tự độ nhám theo mặt là Sa và Sz.

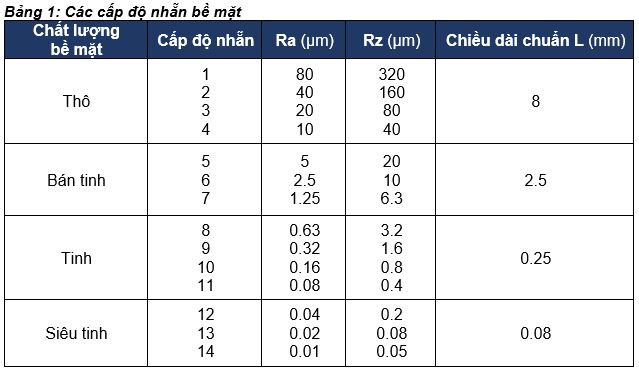
Độ nhẵn bóng bề mặt (nhám): được đánh giá qua 2 chỉ tiêu: Sai lệch trung bình Ra và chiều cao nhấp nhô Rz+. Sai lệch trung bình số học của profile Ra, được đo bằng µm. Là trung bình số học các giá trị tuyệt đối của profile (hi) trong khoảng chiều dài chuẩn (L). Chỉ tiêu Ra thường dùng để đánh giá độ nhám bề mặt cấp 5 đến cấp 11.
+ Chiều cao trung bình của profile Rz, µm. Là trị số trung bình của tống các giá trị tuyệt đối của chiêu cao 5 đỉnh cao nhất (ti) và chiều sâu của 5 đáy thấp nhất (ki) của profile trong khoảng chiều dài chuẩn (L). Chỉ tiêu Rz thường dùng để đánh giá độ nhám bề mặt cấp 1 đến cấp 5 và cấp 13, 14.
Tùy vào độ nhám bề mặt chia gia công cơ khí thành gia công thô, gia công bán tinh, tinh và siêu tinh như bản dưới đây:
 Xác định độ nhám bề mặt ?
Xác định độ nhám bề mặt ?
Các phương pháp khác nhau được sử dụng để đánh giá độ nhám bề mặt. Chúng có thể được chia thành ba loại:
- So sánh chủ quan với các bề mặt thử nghiệm tiêu chuẩn (Bề mặt chuẩn làm mẫu so sánh)
- Dụng cụ đo điện tử gọi là stylus (thường gọi là đầu đo, đầu dò, bút đo, mũi đo, kim đo, chốt đo, chốt dò … )
- kỹ thuật quang học (quan sát phóng đại dưới các thấu kính, kính hiển vi….)
Chúng tôi làm dịch vụ đo và xác định độ nhám bề mặt của chi tiết gia công. Liên hệ: 0984892487
Hoặc qua hot mail: nhietluyen.vn@gmail.com