Khuôn kim loại là dụng cụ quan trọng được sử dụng nhiều trong quá trình tạo phôi. Các loại khuôn phổ biến là khuôn rèn, khuôn dập, khuôn đùn, khuôn đúc áp lực, khuôn ép nhựa vv… Phụ thuộc vào nhiệt độ làm việc của khuôn, người ta có thể chọn vật liệu để chế tạo khuôn từ hai nhóm thép chủ yếu là thép dụng cụ bền nguội và thép dụng cụ bền nóng. Quy trình chế tạo khuôn gồm các bước chính sau: thiết kế, lựa chọn vật liệu, gia công cơ khí, nhiệt luyện và xử lý bề mặt.Theo các chuyên gia am hiểu trong lĩnh vực chế tạo khuôn kim loại thì giá thành nhiệt luyện chiếm khoảng 15-20% giá thành khuôn, tương đương với giá vật liệu. Giá thành khuôn kim loại tương đối cao nên ảnh hưởng rất lớn đến giá thành sản phẩm.
Toc
Hiện nay, việc ứng dụng công nghệ CAD/CAM với các trung tâm gia công CNC đã cho phép chúng ta rút ngắn quá trình thiết kế và gia công khuôn mẫu, cũng như thay đổi mẫu mã sản phẩm một cách linh hoạt. Có thể nói, thiết kế và gia công là 2 công đoạn đã có bước phát triển vượt bậc trong thời gian qua.
Thép để chế tạo khuôn hiện nay chủ yếu được nhập khẩu. Việc lựa chọn mác thép hợp lý cũng như xác định quy trình công nghệ phù hợp như gia công cơ khí, nhiệt luyện, xử lý bề mặt là trách nhiệm của người chế tạo khuôn. Để làm được điều này, chúng ta cần phải hiểu rõ tính chất của của các loại thép sử dụng và công nghệ nhiệt luyện chúng.
Nhiệt luyện và xử lý bề mặt là công đoạn cuối cùng quyết định đến chất lượng khuôn. Vì vậy, đây là công đoạn luôn được đặc biệt quan tâm trong quá trình chế tạo khuôn.
1) Thực trạng công nghệ nhiệt luyện khuôn kim loại trên thế giới
Các ngành công nghiệp quan trọng như chế tạo ô tô, tàu thủy, vũ khí, máy móc thiết bị đều cần một lượng khuôn kim loại tương xứng để gia công biến dạng và chế tạo chi tiết kim loại. Các nước công nghiệp phát triển như Mỹ, CHLB Đức, Nhật, Nga, Anh, Pháp, đã nghiên cứu và chế tạo hàng chục loại thép làm khuôn phù hợp với điều kiện làm việc của từng loại khuôn. Điển hình là thép chế tạo khuôn bền nguội, thép chế tạo khuôn bền nóng, thép chế tạo khuôn chịu ăn mòn hoá học…Theo đó, công nghệ nhiệt luyện khuôn cũng được đầu tư tương xứng.
Những năm gần đây, ngoài yếu tố công nghệ, vấn đề bảo vệ môi trường và tiết kiệm năng lượng cũng được các quốc gia trên thế giới quan tâm. Nhiều công nghệ nhiệt luyện tiên tiến đã được nghiên cứu và đưa vào ứng dụng có hiệu quả cao như nhiệt luyện chân không và thấm N plasma. Hai công nghệ này đang được các nước tiên tiến trên thế giới ứng dụng có hiệu quả cho nhiệt luyện khuôn kim loại chất lượng cao.
2) Thực trạng công nghệ nhiệt luyện khuôn trong nước
Hiện tại, năng lực sản xuất khuôn của các doanh nghiệp trong nước mới chỉ đáp ứng được một phần nhỏ nhu cầu về khuôn mẫu các loại. Các Công ty liên doanh, Công ty 100% vốn nước ngoài phải nhập bán thành phẩm về Việt Nam để lắp ráp hoặc nhập khẩu khuôn vào Việt Nam để sản xuất, ví dụ: vỏ xe ô tô, máy giặt, tủ lạnh. Một số Công ty gia công khuôn phải gửi khuôn ra nước ngoài nhiệt luyện.
Theo đánh giá của các chuyên gia, năng lực chế tạo khuôn, mẫu của các doanh nghiệp trong nước yếu kém là do công nghệ nhiệt luyện còn yếu. Trình độ công nghệ nhiệt luyện nói chung và nhiệt luyện khuôn nói riêng ở nước ta có thể được tóm tắt như sau:
– Thiếu cán bộ khoa học và công nhân bậc cao (có tay nghề cao) chuyên ngành nhiệt luyện. Do thiếu cán bộ chuyên môn nên một số công ty cơ khí có xưởng nhiệt luyện phải dùng người có chuyên môn khác (đúc, cơ khí) để làm nhiệt luyện.
– Chưa có những cơ sở chuyên về nhiệt luyện với qui mô lớn và hệ thống thiết bị đồng bộ. Phần lớn các xưởng nhiệt luyện được đầu tư theo dây chuyền cơ khí và chỉ nhằm mục đích nhiệt luyện các sản phẩm trong một nhà máy.
Những năm gần đây, một số cơ sở nhiệt luyện khuôn có 100% vốn nước ngoài đã xuất hiện như Công ty Asung (Hàn quốc) ỏ Hưng Yên, Công ty Hitachi (Nhật Bản) ỏ KCN Nội Bài, Công ty Taichung (Đài Loan) ở KCN Biên Hòa. Các Công ty này hoạt động tương đối khép kín và giá thành nhiệt luyện cao. Đặc biệt, họ chỉ nhiệt luyện các loại thép do Công ty mẹ sản xuất.
THT có năng lực chuyên môn, có trách nhiệm đưa các công nghệ nhiệt luyện tiên tiến, thân thiện môi trường và tiết kiệm năng lượng (thành tựu khoa học của thế giới) vào ứng dụng tại Việt nam.
THT chuyên cung cấp sản phẩm nhiệt luyện thép dụng cụ như SKD11 và SKD61 trong lò tôi chân không. Liên hệ
1.Khái niệm và phân loại về thép dụng cụ
Thép dụng cụ hay còn gọi là thép công cụ, như cách gọi đã thể hiện, là thép dùng để chế tạo ra dụng cụ như dụng cụ cắt, khuôn. Có nhiều cách và nhiều tiêu chuẩn khác nhau phân loại thép này ra các nhóm khác nhau [15].
Tiêu chuẩn của ISO 4957-1999 chia làm 5 nhóm: 1) thép dụng cụ cacbon; 2) thép gió; 3) thép dụng cụ bền nguội; 4) thép dụng cụ bền nóng và 5) thép dụng cụ mục đích đặc biệt.
Tiêu chuẩn ASTM A 686-92 -1999 (AISI) chia làm 9 nhóm: 1) thép dụng cụ tôi nước (W); 2) thép dụng cụ chịu va đập (S); 3) thép bền nguội tôi dầu (O); 4) thép dụng cụ bền nguội hợp kim trung bình tôi không khí (A); 5) thép C cao, Cr cao làm dụng cụ bền nguội (D); 6) thép làm khuôn ép nhựa (P); 7) thép dụng cụ bền nóng (H); 8) thép gió wolfram (T); và 9) thép gió molybden (M).
Tiêu chuẩn Nhật chia làm 4 nhóm: 1) JIS 4401-2000: thép dụng cụ cacbon; 2) JIS 4403: thép gió; 3) JIS 4404: thép dụng cụ hợp kim; 4) JIS 4410: thép làm mũi khoan.
TCVN 1822-76 phân thép ra thành 4 nhóm đó là: 1) thép dụng cụ cacbon; 2) thép dụng cụ hợp kim; 3) thép gió và 4) hợp kim cứng. Cách phân loại này giống với cách phân loại của Nga và gần với cách phân loại của Nhật. Tiêu chuẩn Việt nam mới có tiêu chuẩn về thép dụng cụ cacbon và thép dụng cụ hợp kim, chưa có tiêu chuẩn về thép gió và hợp kim cứng.
2.Tính chất cơ bản của thép dụng cụ
Tính chất của thép phụ thuộc chủ yếu vào thành phần hoá học và tổ chức tế vi nhận được sau khi nhiệt luyện. Nhìn chung, tổ chức tế vi của thép dụng cụ bao gồm nền và cacbit phân bố trong nền. Ở trạng thái ủ, nền thông thường là ferit và cacbit dạng hình cầu. Sau khi nhiệt luyện hoàn chỉnh (tôi và ram) tổ chức thép bao gồm nền mactenxit và các cacbit mịn của các nguyên tố hợp kim được phân bố trong đó.
Như vậy có thể thấy, số lượng (%), kích thước, tính chất và sự phân bố cacbit trong nền có ảnh hưởng đến tính chất vật liệu. Cacbit càng nhiều thì độ cứng càng cao và như thế khả năng chịu mài mòn càng tốt. Cacbit càng mịn, độ bền cao và độ dai cao [47]. Tóm lại, cacbit trong thép có vai trò hết sức quan trọng quyết định đến tính chất của thép.
Các loại cacbit có trong thép khác nhau, phụ thuộc vào các nguyên tố hợp kim. Thông thường, thép dụng cụ được hợp kim chủ yếu bằng 4 nguyên tố đó là Cr, V, W, và Mo, các nguyên tố này đều tạo thành cacbit. Theo [47], có 6 loại cacbit chính có mặt trong thép dụng cụ, chủng loại cacbit phụ thuộc vào thành phần hợp kim. Các loại cacbit thường gặp và độ cứng của nó được liệt kê trong bảng 1.1 [47].

M được hiểu là tổ hợp của Fe với Mn và 4 nguyên tố hợp kim Cr, V, W, Mo. Ví dụ M3C có công thức là (Fe+X)3C, ở đây X có thể là Mn, Cr, V, W, Mo. Trong trường hợp thép cacbon đơn thuần ta có Fe3C – xêmentit. Trong các loại cacbit trên, loại M3C có độ cứng thấp nhất và loại MC có độ cứng cao nhất
Ngoài các thành phần hợp kim, hai thành phần rất quan trọng khác quyết định đến tính chất của vật liệu đó là S và P. Trên nguyên tắc, đây là những tạp chất nên càng ít càng tốt. Thép có hàm lượng S khoảng dưới 0,005% và P dưới 0,025%, là những thép siêu sạch. Để được thép siêu sạch, người ta thường tinh luyện lại bằng phương pháp VAR (Vacuum-Arc-Remelting, tinh luyện chân không) hoặc ESR (Electro-Slag-Remelting, tinh luyện điện xỉ).
Tuỳ theo từng ứng dụng, người sử dụng cần lựa chọn loại thép hợp lý. Dưới đây, chúng tôi sẽ trình bày 2 loại thép thông dụng nhất, đó là thép bền nguội và thép bền nóng.
3. Thép dụng cụ bền nguội
Dưới đây chúng tôi xin trình bày những tính chất cơ bản của thép dụng cụ SKD11 (D2). Để tìm hiểu nhiệt luyện thép SKD11 hay D2 bạn xem: Tại đây
3.1. Yêu cầu tính chất đối với thép dụng cụ bền nguội
Dụng cụ gia công nguội thường làm việc trong môi trường áp lực lớn và độ mài mòn cao. Trong điều kiện làm việc như vậy thép chế tạo dụng cụ bền nguội (khuôn, dao cắt) cần có các tính chất sau:
- Độ bền cao để chịu được tải trọng liên tục trong quá trình làm việc.
- Khả năng chống mòn và mỏi cao trong quá trình làm việc.
- Dẻo dai (khả năng chống phá huỷ và chống mỏi).
- Ổn định kích thước trong quá trình làm việc.
- Tổ chức đồng đều và đẳng hướng.
- Khả năng gia công tốt.
- Có khả năng cắt dây hoặc hàn.
3.2. Một số mác thép dụng cụ chế tạo khuôn bền nguội
Có nhiều loại thép được sử dụng để chế tạo khuôn bền nguội, từ thép dụng cụ cacbon, thép hợp kim thấp đến thép hợp kim cao. Tuy nhiên, nhóm thép thường được sử dụng nhiều nhất để chế tạo khuôn là thép hợp kim Cr cao với các nguyên tố hợp kim khác là Mo, V hoặc W. Các loại thép này đã được tiêu chuẩn hoá ở hầu hết các quốc gia. Dưới đây là ký hiệu (bảng 1.2) [16] và thành phần hoá học (bảng 1.3) [16] của một số mác thép theo các tiêu chuẩn khác nhau.


Trong số các mác thép nêu trong bảng 1.2, bốn mác thép đầu tiên có thành phần Cr khoảng 12% còn mác thép cuối cùng có 5%Cr. Nhóm thép này được ưa chuộng vì các tính chất tuyệt vời của chúng, đó là khả năng tôi cao, khả năng chịu mài tốt, độ bền cao và khả năng gia công dễ dàng. Trong nhóm thép hợp kim 12%Cr thì thép có hàm lượng C thấp hơn (loại 1,5%C) được ưa chuộng hơn vì tính gia công tốt hơn và ít bị giòn hơn. Hiện nay trên thị trường Việt Nam đang được sử dụng nhiều loại thép có xuất xứ từ Nhật, Hàn Quốc, Trung Quốc và Đức. Đó là những mác thép Cr12MoV, X12, X12M hay AISI D2, đây là thép tương đương với mác thép SKD11 của Nhật.
3.3. Tổ chức tế vi của thép dụng cụ bền nguội SKD11
Thép SKD11 là thép hợp kim với hàm lượng Cr lên đến 12%, hàm lượng C khoảng 1,5%, hàm lượng Mo và V khoảng 1%. Thông thường sau khi đúc thép này được gia công nóng để phá huỷ cấu trúc cacbit sơ cấp. Hàm lượng và kích thước các loại cacbit có trong thép phụ thuộc vào chế độ nhiệt luyện.
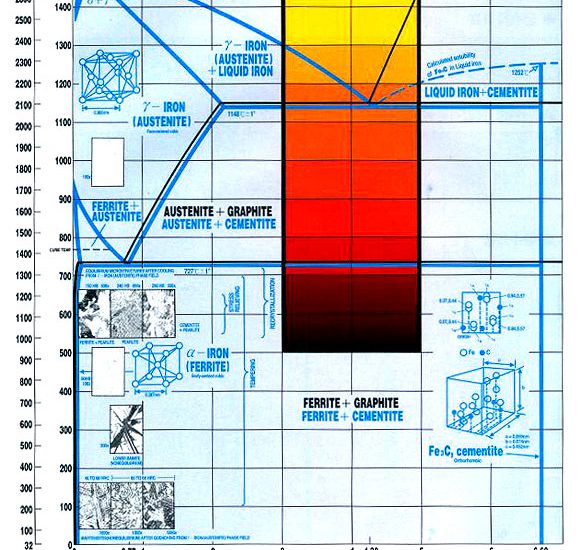
Giản đồ Fe-Cr-C có thể giúp chúng ta đánh giá về tổ chức tế vi cũng như tính chất của loại thép này. Giản đồ trạng thái Fe-Cr-C ở nhiệt độ 700oC có thể được coi như giản đồ ở trạng thái ủ cho ta thấy sự tồn tại của các loại cacbit tuỳ theo tỷ lệ Cr/C (hình 1.1) [7]. Khi tỷ lệ Cr:C vượt 3:1, tổ chức có các cacbit giàu Cr như (CrFe)23C6 hoặc (CrFe)7C3 hoặc đồng thời cả hai. Theo [48], ở trạng thái ủ, hàm lượng cacbit trong thép AISI D2 là khoảng 18% trong đó 83,5% là cacbit Cr7C3 và 16,5% là (CrFe)7C3 [48]. Tổ chức tế vi của loại thép này sau khi ủ bao gồm nền ferit và cacbit phân bố trong đó.
Trong thép Cr cao thì cacbit (CrFe)7C3 là chủ yếu. Khi có các nguyên tố hợp kim khác như Mo, V, Si hay Mn thì cacbit sẽ là cacbit phức. Thành phần cacbit phụ thuộc vào thành phần hoá học của mác hợp kim. Sự có mặt của Mo hoặc W trong một vài mác thép làm ổn định (CrFe)23C6. Ví dụ thép với thành phần 1,4%C, 13,13%Cr, 1,2%Mo ở trạng thái ủ chỉ tồn tại cacbit (CrFe)23C6 [7].

Tổ chức của thép sau nhiệt luyện có thể đánh giá theo giản đồ Fe-Cr-C ở 1000oC (hình 1.2) [7]. Có thể nhìn thấy, ở nhiệt độ tôi lớn hơn 1000oC, trong tổ chức của thép Cr cao chỉ có cacbit (CrFe)7C3. Theo [48], tổ chức của thép sau tôi 1150oC/15’ có chứa 11% cacbit, trong đó 90,6% Cr7C3 và 9,4% (CrFe)7C3. Sau khi tôi và ram, nền ferit được chuyển thành mactenxit.

3.4. Tính chất thép dụng cụ bền nguội SKD11
Tính chất vật liệu của của loại thép này phụ thuộc nhiều vào công nghệ chế tạo cũng như phương pháp nhiệt luyện chúng. Mỗi mác thép do từng hãng sản xuất có những tính chất đặc thù riêng. Tuy nhiên, các tính chất cơ bản của chúng không khác nhau nhiều. Các số liệu dưới đây có thể được xem như các số liệu tham khảo có tính chất tổng quát cho các loại thép tương đương mác thép JIS-SKD11, AISI-D2, ISO-X160CrMoV12, X12M.
Độ cứng:
Độ cứng là một tính chất rất quan trọng của loại vật liệu chế tạo khuôn bền nguội. Gần như là một định luật, với một loại vật liệu nhất định (có thành phần và tổ chức ban đầu cố định), độ cứng càng cao thì khả năng chịu mài càng lớn. Độ cứng dễ kiểm tra và có thể đo trực tiếp trên sản phẩm và nó phản ảnh khá đầy đủ và trung thực tính chất vật liệu của sản phẩm. Vì thế, độ cứng thường được lấy làm chỉ tiêu đánh giá cũng như thước đo chất lượng vật liệu của sản phẩm sau nhiệt luyện.
Ở trạng thái ủ, loại vật liệu này có độ cứng max 250HB, đây là độ cứng cho phép gia công cơ khí thuận lợi. Thông thường sau khi tôi (đạt độ cứng tối đa), người ta ram để được độ cứng khoảng 58-62HRC, một số trường hợp có thể sử dụng ở độ cứng thấp hơn như 54-56 HRC.
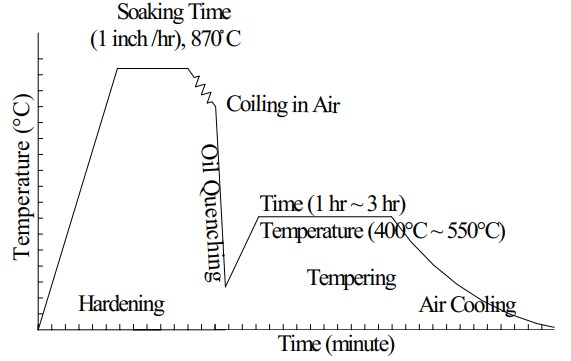
Theo [77], độ cứng phụ thuộc vào quá trình ram như trên hình 1.3.

Độ bền
Sau khi tôi, tuỳ theo các ứng dụng thực tế mà chọn độ cứng để từ đó chọn chế độ ram hợp lý. Sự phụ thuộc giữa độ cứng và độ bền được thể hiện trong bảng 1.4 [77].

Thông thường các thông số về độ bền ít được kiểm tra (vì với độ cứng cao thì việc thực hiện phép thử kéo rất khó khăn), người ta thường lấy độ cứng và độ dai va đập làm thước đo cho tính chất chất cơ học của loại vật liệu này.
Độ dai va đập:
Cũng như độ bền, độ dai va đập phụ thuộc nhiều vào độ cứng, theo [48], trong khoảng độ cứng thường sử dụng, độ dai va đập phụ thuộc vào độ cứng như trên hình 1.4. Có thể nhận thấy, độ cứng càng cao thì độ dai va đập càng thấp. Đây là một đặc điểm rất quan trọng, cần phải biết thoả hiệp giữa độ cứng và độ dai va đập để có được tính chất tổng hợp tốt nhất phù hợp với yêu cầu sử dụng.

Mài mòn:
Mài mòn là một tính chất rất quan trọng của vật liệu chế tạo khuôn. Cần phải hiểu độ mài mòn là tính chất công nghệ, nó phụ thuộc nhiều vào hệ mài, vào điều kiện mài. Các thông số đưa ra chỉ có tính chất tham khảo vì nó chỉ đúng với một điều kiện mài cụ thể.
Đa số các nhà vật liệu học đều thống nhất rằng độ mài mòn của các loại dụng cụ chế tạo từ loại thép này phụ thuộc vào độ cứng và hàm lượng cacbit.
Hàm lượng cacbit càng cao thì độ cứng càng cao và khả năng chống mài mòn càng tốt. Tuy nhiên, như đã đề cập ở phần độ dai va đập, độ cứng cao thì độ dai va đập giảm vì thế phải chọn độ cứng và độ dai hợp lý để có độ mài mòn tối ưu và như thế tuổi thọ của khuôn mới được kéo dài.
3.5.Ứng dụng thép SKD11 chế tạo khuôn bền nguội
Thép bền nguội SKD11 được sử dụng để chế tạo các loại dụng cụ bền nguội như khuôn dập nguội, dao cắt, trục cán. Bảng 1.5 [77] liệt kê một số ứng dụng và độ cứng yêu cầu đối với từng loại dụng cụ.

4. Thép dụng cụ bền nóng
Nhiệt luyện thép khuôn bền nóng
4.1. Yêu cầu đối với thép bền nóng chế tạo khuôn
Thép dụng cụ bền nóng là loại thép được sản xuất để làm việc trong môi trường có nhiệt độ cao mà vẫn giữ được những tính chất cần thiết của quá trình công nghệ. Để đáp ứng được các yêu cầu vừa nêu, thép bền nóng cần phải có những tính chất đặc trưng sau:
- Chịu mài tốt trong điều kiện làm việc ở nhiệt độ cao.
- Khả năng chống biến dạng ở điều kiện làm việc.
- Khả năng chống mỏi nhiệt và nứt nóng.
- Khả năng chống sốc nhiệt.
- Khả năng chống biến dạng do nhiệt luyện.
- Khả năng gia công tốt ở trạng thái ủ.
Nhìn chung, các loại thép bền nóng là thép hợp kim trung bình hoặc hợp kim cao, phần lớn chúng có hàm lượng C tương đối thấp (0,25- 0,6%). Cấu trúc của loại thép này ở trạng thái ủ bao gồm nền mềm và những cacbit phân bố đều trong đó. Những cacbit này thường là cacbit Cr, cacbit W, cacbit Mo, cacbit V và chúng có độ cứng rất cao. Vật liệu với lượng cacbit càng nhiều thì có khả năng nhận được độ cứng càng cao qua quá trình nhiệt luyện.
4.2. Một số mác thép bền nóng thông dụng dùng chế tạo khuôn
Nhóm thép bền nóng này có thể được chia làm 5 nhóm nhỏ đó là: thép Cr, thép Cr-Mo, thép Cr-W, thép W hoặc thép Mo.
Trong các nhóm thép trên, thép Cr-Mo được sử dụng nhiều để chế tạo khuôn. Thành phần cơ bản của chúng gồm có: 0,35-0,4%C; 0,30-0,60%Mn; 1,0% Si; 3,5-5,5%Cr; 0,4-1,0%V; 1,0-2,5%Mo, không có hoặc có khoảng 1-1,25% W.
Thép Cr-Mo có độ thấm tôi cao bởi sự có mặt của Mo. Khi có khoảng 1%-1,25% W thì W cũng chỉ đóng vai trò thứ yếu đến độ thấm tôi. Vanadi (V) có xu hướng làm giảm độ thấm tôi vì V thường dễ dàng liên kết với C làm giảm lượng C trong nền. Silíc (Si) với hàm lượng cao làm tăng khả năng chống oxi hoá, hàm lượng Si có thể lên tới 1%. Tính chất quan trọng nhất của loại thép này là độ bền, khả năng chịu sốc nhiệt và độ cứng ở nhiệt độ cao.
Loại thép Cr-Mo được sử dụng nhiều để chế tạo khuôn dập nóng, khuôn đúc, khuôn kéo hay lưỡi cắt. Chọn mác thép phù hợp cùng với chế độ nhiệt luyện hợp lý để đạt được các tính chất phù hợp với yêu cầu sử dụng đóng vai trò quyết định đến chất lượng và tuổi thọ của khuôn. Thép SKD61 là loại thép thông dụng nằm trong nhóm thép Cr-Mo đã nói ở trên, hợp kim chính là Cr dao động trong khoảng 5% và C khoảng 0,4%. Các nguyên tố hợp kim khác là Mo và V dao động khoảng 1% và hàm lượng Si có thể lên đến 1%.
Trong các loại thép bền nóng thông dụng nhóm Cr-Mo-V hiện có trên thị trường, mác thép 40Cr5MoV hay còn được gọi là SKD61 (theo ký hiệu của Nhật, JIS 4404), H13 theo AISI (American Iron and Steel Institute) là đặc trưng nhất và được sử dụng rộng rãi nhất, đặc biệt là để chế tạo khuôn rèn dập và khuôn đúc.
Dù xuất hiện với những tên gọi và ký hiệu khác nhau, nhưng thành phần hoá học của các loại thép này không khác nhau nhiều, bảng 1.6 [16] là thành phần của một số mác thép thông dụng tương đương mác SKD61.

4.3. Tổ chức tế vi thép bền nóng SKD61
Thép SKD61 là thép hợp kim Cr-Mo-V với thành phần 0,4%C, 5%Cr, 1%Mo và 1%V. Tổ chức tế vi của thép phụ thuộc chủ yếu vào thành phần hoá học (các nguyên tố hợp kim, các tạp chất) và quá trình nhiệt luyện. Giản đồ pha Fe-Cr-C với hàm lượng 5%Cr được thể hiện trên hình 1.5 [7].

Hình 1.5: Giản đồ pha Fe-Cr-C với 5%Cr.
Nhờ có tỷ lệ thích hợp của 3 nguyên tố hợp kim cơ bản là Cr, Mo và V, kết hợp với hàm lượng %C thích hợp để tạo thành những cacbit Mo6C, VC và Cr7C3 mà loại thép này có khả năng duy trì độ cứng và độ bền ở nhiệt độ cao trong thời gian dài. Kích thước của các loại cacbit này phụ thuộc vào nguyên tố tạo thành nó. Cacbit Mo và V có xu thế lớn hơn và thường tập trung thành từng cụm, trong khi đó cacbit Cr và Fe thường mịn hơn và ít tập trung. Với tính chất đó, loại thép này đáp ứng tốt các yêu cầu đối với khuôn làm việc trong điều kiện nhiệt độ cao. Vì thế, chúng là vật liệu được sử dụng rộng rãi để chế tạo khuôn bền nóng.
Tổ chức tế vi của loại thép này sau khi nhiệt luyện hoàn chỉnh (tôi và ram) bao gồm nền mactenxit và các loại cacbit của các nguyên tố hợp kim được phân bố trong đó. Trong thép này, ba nguyên tố Cr, Mo, V là những nguyên tố tạo cacbit. Đối với thép SKD61 với hàm lượng C khoảng 0,4% thì các nguyên tố Cr, Mo, V tạo ra được lượng cacbit tương đối lớn (khoảng 12%).
4.4. Tính chất của thép bền nóng họ SKD Cơ tính
Đối với thép bền nóng chế tạo khuôn, tính chất cơ lý cần quan tâm và dể kiểm tra đó là: độ bền, độ dai va đập và độ cứng.
Độ bền kéo Rm, giới hạn chảy R p0,2

Trên hình 1.6 [45] cho thấy độ cứng càng cao thì giới hạn bền kéo càng cao, nhiệt độ cao thì độ bền giảm.

Hình 1.7 [45] biểu thị sự phụ thuộc của giới hạn chảy Rp0,2 vào nhiệt độ làm việc, nhiệt độ làm việc càng tăng thì giới hạn chảy càng giảm. Trên hình 1.7 còn biểu thị giới hạn chảy ứng với các độ cứng khác nhau: Độ cứng càng cao thì giới hạn chảy càng cao. Hình 1.6 và 1.7 cho ta thấy rằng, đến nhiệt độ khoảng 500oC, độ cứng ban đầu có ảnh hưởng mạnh đến độ bền và giới hạn chảy. Ảnh hưởng ấy mất dần khi nhiệt độ tăng trên 500oC và đến 700oC thì hầu như mất hẳn.
Độ cứng
Độ cứng cũng là một tính chất quan trọng đối với thép bền nóng, nó xác định tính chịu mài mòn – một tính chất quan trọng đối với khuôn. Đây là tính chất dễ kiểm tra nhất và từ độ cứng chúng ta có thể dự báo các tính chất khác của sản phẩm.
Độ cứng của khuôn thay đổi khi nhiệt độ thay đổi, sẽ giảm khi nhiệt độ làm việc tăng. Sự phụ thuộc của độ cứng vào nhiệt độ làm việc được thể hiện trên hình 1.8 [72].

Hình 1.8: Sự thay đổi độ cứng khi nhiệt độ làm việc thay đổi.
Đường cong 1.8 cho thấy, độ cứng giảm không đáng kể trong khoảng nhiệt độ làm việc đến 400oC, giảm ít trong khoảng nhiệt độ khoảng 400oC – 500oC (vẫn duy trì độ cứng khoảng 35- 40 HRC). Tuy nhiên, khi nhiệt độ vượt quá 500oC thì độ cứng bắt đầu giảm mạnh. Độ cứng ở các nhiệt độ khác nhau trên hình 1.8 được gọi là độ cứng nóng. Độ cứng nóng là thước đo khả năng duy trì độ cứng cao ở nhiệt độ làm việc cao hơn nhiệt độ thường. Đây là tính chất đặc biệt quan trọng của thép bền nóng.
Độ dai va đập
Độ dai va đập là một tính chất rất quan trọng đặc biệt đối với khuôn dập nóng. Với khuôn dập nóng, độ dai va đập KV thường được quan tâm nhất.
Độ dai va đập KV phụ thuộc vào nhiệt độ được thể hiện trên hình 1.9 [72]. Dễ dàng nhận thấy, độ dai va đập tăng khi nhiệt độ làm việc tăng, đồng thời độ dai va đập tăng khi độ cứng giảm. Độ dai va đập phụ thuộc nhiều vào tổ chức tế vi của vật liệu, theo tài liệu [73] thì độ dai va đập của thép tôi trong dầu sẽ cao hơn tôi trong không khí 25% trong trường hợp có cùng độ cứng sau ram.

Tóm lại, để có được các tính chất như đã đề cập ở trên, ngoài yếu tố về vật liệu ban đầu, yếu tố nhiệt luyện đóng vai trò rất quan trọng. Các tính chất trên được quyết định bởi tổ chức tế vi và cơ tính của vật liệu. Cả 2 tính chất, tổ chức tế vi và cơ lý của loại thép này phụ thuộc chính vào quá trình nhiệt luyện. Với một mác thép bền nóng cụ thể, độ cứng, độ dai va đập và độ bền nhiệt là các tính chất vật liệu quan trọng nhất quyết định đến tuổi thọ của khuôn.
4.5. Ứng dụng của thép SKD61 chế tạo khuôn bền nóng
Thép SKD61 được sử dụng khá phổ biến để chế tạo khuôn và các chi tiết chịu mài, làm việc trong môi trường nhiệt độ cao. Ngoài những tính chất như độ dai va đập và tổ chức tế vi được kiểm tra phá huỷ bằng mẫu nhiệt luyện cùng sản phẩm, độ cứng sản phẩm là một chỉ tiêu có thể đánh giá sự phù hợp tính chất đối với ứng dụng cụ thể. Bảng 1.7 dưới đây sẽ liệt kê một số ứng dụng thường gặp và độ cứng nên đạt được khi nhiệt luyện thép này.

TÀI LIỆU THAM KHẢO
Tài liệu tiếng Việt
- Nguyễn Văn Hiển, Lê Thị Chiều, Tạo lớp thấm C-N với pha hoá bền phân tán cho thép dụng cụ SKD61 và SKD11 trong môi trường lỏng ở nhiệt độ thấp.
- Nghiêm Hùng, Sách tra cứu về nhiệt luyện (Dịch từ bản tiếng Nga), Nhà xuất bản Khoa học kỹ thuật.
- Nghiêm Hùng, Sách tra cứu thép, gang thông dụng, Trường Đại học Bách khoa Hà Nội, 1997.
- Tạ Văn Thất, Nhiệt luyện chi tiết máy và dụng cụ, Nhà xuất bản Khoa học kỹ thuật, 1989.
- Nguyễn Văn Tư, Lê Thị Chiều, Vai trò của nhiệt luyện và thấm N đến tuổi thọ của khuôn đùn ép nhôm SKD61
- Nguyễn Văn Tư, Xử lý bề mặt, Trường Đại học Bách khoa Hà Nội, 1999
Tài liệu tiếng nước ngoài
- Arain, Heat treatment and Toughness Behavior of Tool Steels (D2 and H13) for Cutting Blades, University Of Toronto, 1999.
- Ascanio, A Method For Measuring Dimansional Distortion In Ion-Nitritd Steels, Instrumentation and Development Vol. 3 Nr.5/1995
- Bogaerts, Gas Discharge Plasmas And Their Applications, Spectrochimica Acta Part B 57 (2002) 609-658.
- Bell, Numerical Prediction of Compound Layer Growth of Steel En40B, Science and Engineering 1997.
- Ben-Hamida, The Use Of New Types Of Large And Middle Size Vacuun Batch Furnace For The Heat Treatment Of Moulds And Dies, 2nd Internatioanal Conference On Heat Treatment And Surface Engineering Of Tools And Dies.
- Berns and C. Broeckmann. – Fracture of Hot Formed Ledeburitic Chromium Steels.- Engineering Fracture Mechanics, Vol.58, N0 4, p.311-325, 1997.
- -C. Bergeron, Failure Analysis of H13 Gear Blank Forging Dies. Michigan Technological University, 2004
- Bjork, Chemical Depth Profiling of Tool Materials Using Glow Discharge Optical Emission Spectroscopy (GD-OES).
- Bringas, Handbook Of Comparative World Steel Standards, 3rd Edition
- Mehmet Capa, Muzaffer Tamer, Life Enhancement of Hot -Forging Dies by Plasma Nitriding, Istanbul Technical University, 2000.
- Cleugh, Towards A Fundametal Explanation of Plasma Nitriding by Combined OES Diagnostics of The Active Screen Process. Wolfson Institute for Surface Engineering, Bimingham, UK.
- U., Devi, Wear behaviour of plasma nitritd tool steels, Surface and Coating Technology 116-119 (1999).
- R. Davis, Surface Hardening Of Steels, Google Book 2002.
- -D. Fuchs, Hot-Work Tool Steels With Improved Properties For Die Casting Applications, http://www.ingvet.kau.se/mtrl/fo/pub/itc.
- D. Fuchs, Influence of Heat Treatment Parameters On The Properties Of Common Hot-Work Tool Steels
- Thomas K. Hirsch, Residual stress-affected diffution during plasma nitriding of tool steels. Metalurgical and Materials Transaction Vol.35A, 2004
- Huchel, Short Description of Pulsed Plasma Nitriding, www.eltropuls.de
- Huchel, Plused Plasma Nitriding of Tools, www.eltropuls.de
- Jung, V. Lubich, H.-J.Wieland, Tool Failures- Causes and Prevention. http://www.diecasting.org/research/results.
- B., Karamis, Some effects of the plasma nitriding process on layer properties, Thin Solid Film, 217 (1992).
- S. Lee, The Effects of Pre-Heat Treatment Parameters on the Ion Nitriding of Tool Steel, Journal of Korean Society for Heat Treatment, Vol.14 No.1 (2001)
- S. Lee, The Microstructures and Properties of Surface Layer on the Tool Steel Formed by Ion Nitriding, Journal of Korean Society for Heat Treatment, Vol.14 No.1 (2001)
- Lifang, Matematical Model of Nitrogen Concentration Profile of Ion Nitritd Layers and Computer Simulation, Acta Metallurgica Sinica, Vol.2, 1989
- Mendanha, H. Goldenstein, C. E. Pinedo- The role of Microstructure on the toughness behaviour of AISI D2 cold work tool steel. 7th Tooling Conference.
- Yongan Min, Luoping Xu, Influence of Surface Heat Treatment on Thermal Fatigue Behaviours of Hot Work Steel.
- D. Oliveira, Simultaneous plasma nitriding and ageing treatment of precipitation hardenable plastic mould steel. Materials and Design, 2005. www.sciencedirect.com
- Anders Person, On Tool Failure in Die Casting, Acta Universitatis Upsaliensis Uppsala 2003.
- Podgornik, Sliding and Pitting Wear Resistance of Plasma and Pulse Plasma Nitritd Steel. Surface Engineering Vol.17 No.4 (2001)
- Z. Quamar, Heat Treatment of a Hot-Work Die Steel. Journal of Achievements in Materials and Manufacturing Engineering, Vol.28, August 2007.
- Z. Quamar, Effect of Heat Treatment on Mechanical Properties of H11 Tool Steel. Journal of Achievements in Materials and Manufacturing Engineering, Vol.35, August 2009
- Rolinski, Plasma nitriding automotive stamping dies, Heat Treating Progress, Sep/ Oct. 2006.
- Rolinski, Influence of Nitriding Mechanisms on surface roughness of Plasma and Gas Nitritd/Nitrocarbarised Gray Cast Iron, Heat Treating Progress, Mach/April 2007
- Rolinski, Kinetics of Plasma Nitriding and Renitriding of 3%Cr-Mo-V Steel, Journal of Materials Engineering and Performance Vol.9(4), 2000
- Shoyama, Nitriding of a tool steel with an electron-beam-excited plasma
- Spalvins, Frictional and Structural Characterization of Ion-Nitritd Low and High Chromium Steels, 12th International Conference on Metallurgical Coatings, Los Angeles, California 1985
- Stramke, Modern Production Concepts in Plasma Nitriding. www.eltropuls.com
- Stupnisek, A New Principle Of Equipment For The Hardening Of Tools And Dies. 7th Tooling Conference.
- Tang, Effect of Microstructural Homogeneity on Mechanical and Thermal Fatigue Behavior of a Hot-work Tool Steel.
- K-E Thelning, Steel and its heat treatment, second edition, Butterwoths, 1984.
- Tajat, G.Scanvino, Heat and Surface Treatment of Hot-Working Tool Steel for Optimium In-Service Performanc. 6th International Tooling Conference.
- John D. Verhoven, Metallurgy of steels for bladesmiths and others who heat treat and forge steel. Iowa State University
- Viale, J. Béguinot, F, chenou and G. Baron – Optimizing Microstructure for high toughness cold-work tool steels. 6th International Tooling Conference.
- Patama Visuttipitukul, Charicterization of Plasma Nitritd AISI H13 Tool Steel intec.or.th/Th/Seminar
- Pye, Practical Nitriding And Feritic Nitrocarburizing, Google book 2003.
- John Wallace and David Schwam, – Extending H13 Die Life Through Heat Treat Optimization.- Case western Reserve University.
- Wilmes and G. Kientopf – Cacbit dissolution rate and cacbit contents in usual high alloyed tool steels at austenitizing temperatures between 900oC and 1250oC, 6th International Tooling Conference
- Wilson, Metallurgy and Heat Treatment of Tool Steels – McGraw-hill – New York (1975).
- R,-N. Wright, Study of Premium H13 for Improved Toughness and Temperature Resistance, Rensselaer Polytechnic Institute, New York 2003.
- Xia Z. Z, Tu J. P, Lai D. M, Zhang L. L, Wang Q, Chen L. M, He D. N – Proceedings of WTC 2005, World Tribology Congress in September 12 – 16. 2005 – Washington, C. USA.
- Funaki Yoshiyuki, Plasma bright nitriding of tool steel
- H. Yoon, Evaluation of surface properties and plasma nitriding behavior of B50A125E alloy for steam turbine valve, The Electrochemical Society 2003. www.sciencedirect.com
- W. Yu, Growth process of low-temperature plasma nitriding layer on austenic stainless steel, Acta Matalyrgica Vol.17, 2004
- Zieger, Vacuum Heat Treatment Of Hot-Work Steel. 6th International Tooling Conference
- Advanced Ion (Plasma) Nitriding, http://www.ans-ion.net
- Comparative Study of Gas Nitriding and Plasma nitriding Process on the Properties of EN 41B Steel
- Plasma nitriding of tool steels, eltropuls.de
- Plasma Nitriding, http://www.northeastcoating.com.
- Properties of nitritd compoments, Technical repport 1/1999 http://www.hardening.com
- Plasma Nitriding, plasmanitriding-systems.com
- White Layer and Diffusion Case – Nitriding Solutions, http://www.nitrex.com
- ASTM E 23-95, Notched Bar Impact Testing of Metallic Materials
- Bohler W 302, www.bohler.com
- Diecasting Overview, http://www.diecasting.org.
- Die Life Extention: Materials for Critical Applications, http://www.dmseg5.case.edu/Groups?CMPL/projects.
- Die Materials for Critical Application & Increased Production Rates, http://www.osti.gov/energycitations/product
- Die Material Report, http://www.forging.org/member/docs/DieMatlReport.PDF.
- Die Insert Material and Heat Treatment Performance Requirements, http://www.diecasting.org/information/specs/AMTD_DC 2010_Revl.pdf.
- Dievar, http://www.ramada.pt/acos/pdf/pdf/Dievar.pdf
- Extending H 13 Die Life Through Heat Treatment Optimization, http://www.diecasting.org/research/results/15.htm.
- A Laboratory Technique to Investigate Soldering in Aluminium Die Casting, http://www.nadca.org/research/results/pdf/Project.
- Hitachi Metals, Ltd., YSS Hot working tool Steels.
- Hot Work Tool Steels – Heattreated Microstructures & Surface Conditions. Timken Latrobe Steel
- ISO 148-1: Metallic materials – Charpy pendum impact test.
- International Mold Steel, High Performance mold and Dies Steels. http://www.imsteel.com/h13.htm.
- JIS Z 2242 (1990), Method of Impact Test for Metallic Materials.
- Heat Treatment of Tool Steel, Uddeholm, http://www.ime.aau.dk/people/employees/rml/HEATTREATMENT_ENGLISH_99.pdf.
- The new generation of vacuum furnaces for heat treatment, http://www.spingerlik.com
- The Family of Hot Work Tool Steels, Lucchinisidermeccanica
- Atlas Specialty Metal, Atlas 4140, atlasmetals.com.au