




Trong bài viết này tôi sẽ trình bày khái niệm về đánh giá không phá hủy và các phương pháp được sử dụng trong thực tế. Đánh giá không phá hủy là một
Tìm hiểu gạch chịu nhiệt
Trong bài viết này giới thiệu về đặc điểm và ứng dụng của gạch chịu lửa. Gạch chịu lửa/chịu nhiệt là gì? Là gạch sử dụng để làm việc ổn định trong
Ứng dụng lò thí nghiệm
LÒ THÍ NGHIỆMLò thí nghiệm hoạt động như nào?Lò thí nghiệm sử dụng truyền nhiệt bức xạ (radiant heat transfer) để nung một chi tiết bên trong buồng
5 đặc điểm cơ bản của lò thí nghiệm
Lò thí nghiệm được sử dụng rộng rãi cho những chi tiết,mẫu cần nung nóng trong buồng lò. Lò thí nghiệm được sử dụng thường xuyên trong công nghiệp và
5 kiểu lò phòng thí nghiệm
Lò thí nghiệm sử dụng để nung nóng liên tục mẫu và vật liệu trong môi trường thí nghiệm. Chúng thường được chế tạo bằng vật liệu chịu nhiệt độ cao cho

Giới thiệu về lò thấm N thể khí
Bài viết giới thiệu về lò thấm N thể khí. THT chuyên cung cấp lò thấm N các loại, và tư vấn công nghệ. Để nhận được tư vấn vui lòng gọi cho kỹ sư công
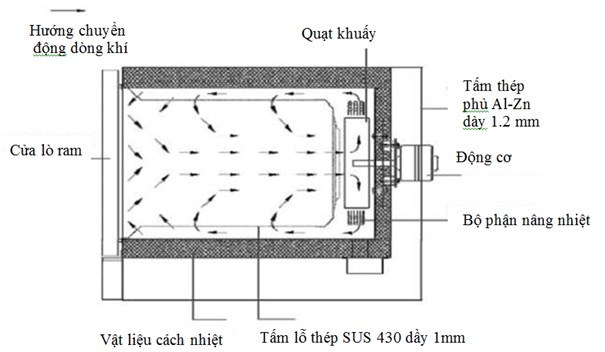
Ram thép và yêu cầu đồng đều nhiệt độ trong lò ram
Trong bài viết này chúng tôi sẽ trình bày chi tiết về khái niệm Ram thép trong nhiệt luyện và yêu cầu đồng đều nhiệt trong Ram thép hợp kim như SKD61

Vật liệu chế tạo cánh máy bơm
Tùy vào điều kiện làm việc của bơm sẽ quyết định vật liệu chế tạo vật liệu chế tạo. Nhìn chung vật liệu chế tạo bơm từ gang và thép. Ngoài ra một số

THT cung cấp dịch vụ nhiệt luyện và thiết bị
THT cung cấp dịch vụ nhiệt luyện và xử lý bề mặt chất lượng cao bước đầu đã khẳng định được uy tín với khách hàng. Ngoài ra chúng tôi đã chế tạo và

Tôi dầu thép dụng cụ
Khi thêm số lượng và hàm lượng các nguyên tố hợp kim vào thép dụng cụ cacbon sẽ được thép hợp kim dụng cụ. So sánh với thép dụng cụ cacbon, thép dụng

Nghiên cứu nhiệt luyện thép SKd61 chế tạo khuôn bền nóng
Thép SKD61 (JIS-Nhật) hay còn gọi 40Cr5MoV (ISO), thép H13 (AISI-Mỹ), là loại thép chuyên dụng để chế tạo khuôn dập nóng, khuôn đúc. Loại thép này có
Nhiệt luyện và ứng dụng thép AISI 1045
Thành phần hóa học thép 1045 theo bảng 1 dưới đây: Bảng 1. Thành phần hóa học thép 1045 Nguyên tố Thành phần Cacbon, C 0.420 – 0.50 % Sắt,
Giới thiệu một số dạng nhiệt luyện mới
Giới thiệu về các phương pháp nhiệt luyện mới và hiện đại hiện nay như cơ nhiệt luyện, nhiệt luyện chu kỳ, nhiệt luyện mới như trong môi trường vật lý

Những biện pháp ngăn ngừa oxy hóa và thoát cacbon trong nhiệt luyện
Để bảo vệ chi tiết và kết quả nhiệt luyện đúng như tính toán thì cần phải đảm bảo/hạn chế tối đa không xảy ra hiện tượng oxy hóa và thoát cacbon. Hiện
Kiến thức cơ bản về nhôm và hợp kim nhôm
Khác với sắt có lịch sử hàng nghìn năm, nhôm mới có lịch sử khoảng trên dưới một thế kỷ nay, nhưng có tiền đồ hết sức to lớn vì trữ lượng của nó lớn
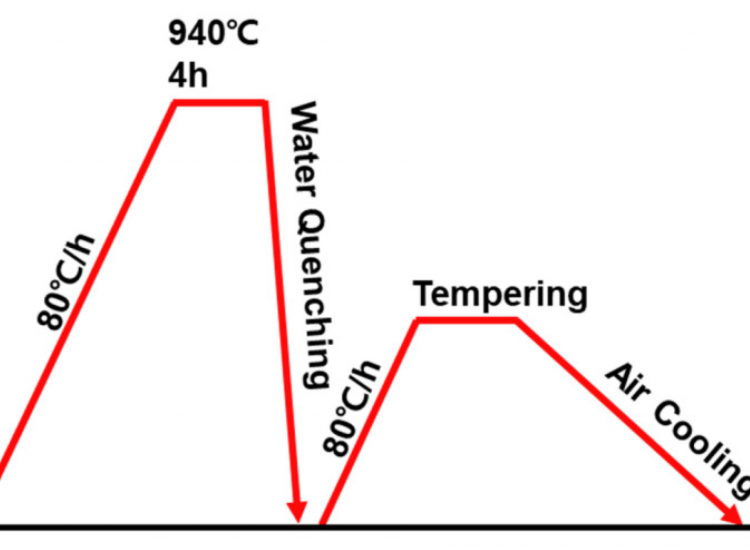
Quy trình nhiệt luyện một mác thép
Quy trình nhiệt luyện theo nghĩa thông dụng nhất là quy trình nung tôi và ram thép, ngoài ra còn được sử dụng với quy trình ủ (thường hóa). Một quy
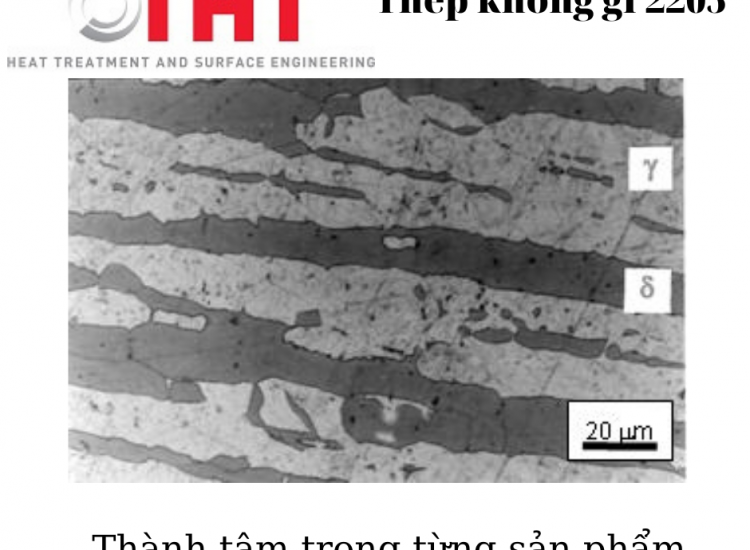
Thép không gỉ duplex
Thép không gỉ Duplex có khả năng cực kì cao, hợp kim có khả năng hóa bền qua biến dạng. Cấu trúc tế vi bao gồm pha austenit và ferrit. Do đó, thép

Thép không gỉ hóa bền tiết pha
Thép không gỉ hóa bền tiết pha là pha là thép hợp kim của crôm và niken với mục đích tối ưu kết hợp tính chất của thép không gỉ mactenxit và thép

Thép không gỉ Austenit
Thép không gỉ Austenit là thép hợp kim của sắt, cacbon, crom và niken. Thép không gỉ Austenit có thể chia ra làm nhóm: nhóm thép không gỉ 300 và 200.
Thép không gỉ Ferrit
Thép không gỉ Ferrit là một họ thép không gỉ, thuộc thép không gỉ có khả năng chống ăn mòn và chịu nhiệt cao. Thành phần crom tối thiểu 10,5% đảm bảo