Trong bài viết này chúng tôi sẽ trình bày yêu cầu chế tạo khuôn dập nguội, quy trình nhiệt luyện chung với khuôn và các dạng sai hỏng hay gặp. Chúng tôi khuyến cáo khuôn nên chế tạo từ thép SKD11 cõ rõ nguồn gốc và nhiệt luyện chân không, được xây dựng quy trình nghiêm ngặt. THT xử lý nhiệt và bề mặt cung cấp dịch vụ chất lượng nhiệt luyện khuôn dập nguội. Liên hệ: 0984892487 hoặc nhietluyen.vn@gmail.com
1.Yêu cầu chế tạo khuôn dập nguội
Khuôn dập nguội thường làm việc trong môi trường áp lực lớn và độ mài mòn cao. Trong điều kiện làm việc như vậy thép chế tạo dụng cụ khuôn dập nguội (dao cắt) cần có các tính chất sau:
- Độ bền cao để chịu được tải trọng liên tục trong quá trình làm việc.
- Khả năng chống mòn và mỏi cao trong quá trình làm việc.
- Dẻo dai (khả năng chống phá huỷ và chống mỏi).
- Ổn định kích thước trong quá trình làm việc.
- Tổ chức đồng đều và đẳng hướng.
- Khả năng gia công tốt.
- Có khả năng cắt dây hoặc hàn.
2.Thép dụng cụ chế tạo khuôn bền nguội
Khuôn dập nguội thường được chế tạo từ thép SKD11, lấy độ cứng sau tôi và ram khoảng 58-62 HRC có thành phần dưới đây

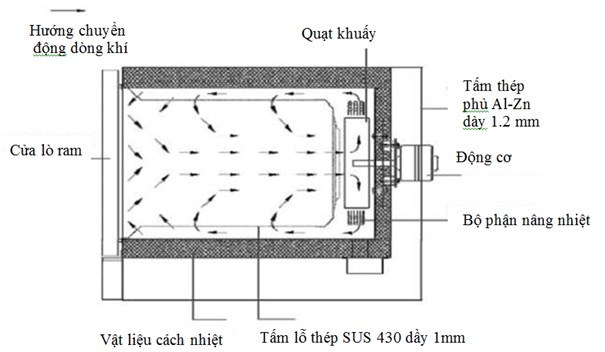
Mục đích của công đoạn nhiệt luyện là làm thay đổi cấu trúc ban đầu (thường ở trạng thái ủ) của vật liệu theo hướng phù hợp với mục đích sử dụng. Tổ chức cần đạt sau nhiệt luyện thông thường bao gồm nền mactenxit và cacbit mịn phân bố đều trong đó. Một quy trình công nghệ nhiệt luyện tổng quát bao gồm austenit hoá (nung nóng và giữ nhiệt), làm nguội (tôi) và ram. Mỗi công đoạn của quá trình này đều có ảnh hưởng đến chất lượng sản phẩm, vì vậy hiểu rõ từng công đoạn sẽ giúp chúng ta điều khiển được quá trình nhiệt luyện để nhận được tính chất mong muốn
Quy trình nhiệt luyện khuôn phổ biến hiện nay:

3. Sai hỏng thường gặp khi nhiệt luyện khuôn dập nguội
-Nhiệt độ phân cấp lần đầu trong qui trình thấp , nhiệt độ này với thép hợp kim cao chưa khử triệt để ứng suất dư do gia công trước đó. Ram thấp sau khi tôi, một mặt không khử hết được ứng suất sinh ra khi tôi, mặt khác chưa tạo ra được các bít nhỏ mịn, phân bố đều trên nền mactenxit ram, đây chính là yếu tố làm tăng khả năng chống mài mòn của khuôn. Mactenxit khi ram ở nhiệt độ cao hơn có độ cứng thấp hơn, đồng thời dẻo dai hơn, góp phần tăng đáng kể tuổi thọ của khuôn.
– Tốc độ nung cao có thể dẫn đến hiện tượng nứt. ở vùng nhiệt độ thấp, tốc độ nung nhỏ, chỉ nên khoảng 120-150°C/h, ở vùng nhiệt độ cao, tốc độ có thể tăng lên 200-250°C/h. 3.5 Cơ tính của thép phải thích hợp với điều kiện làm việc của từng loại khuôn Khuôn đột dập, làm việc trong điều kiện chịu va đập và mài mòn, độ cứng nên chọn thấp hơn (56- 58HRC) so với khuôn dập vuốt (58-60HRC), đồng thời tổ chức tế vi nên có nhiều cácbít nhỏ mịn phân bố đều, tăng độ dai va đập , khả năng chống mài mòn và không có ứng suất.
-Xảy ra hiện tượng thấm hoặc thoát C trong thép. Quá trình thấm C và thoát C bắt đầu xảy ra từ nhiệt độ khoảng trên 800oC. Sự thấm hoặc thoát C sẽ dẫn đến hiện tượng bề mặt bị mềm, tạo ứng suất và gây nứt. Do đó tốt nhất là tôi thép trong lò tôi chân không
-Nhiệt độ tôi không hợp lý:.Nhiệt độ cao quá sẽ có hiện tượng thô hạt thậm chí chảy cục bộ rất nguy hiểm. Vì thế trong mọi trường hợp không nên để quá nhiệt để tránh sự thô hạt mà có thể dẫn đến nứt, nhiều austenit dư làm giảm độ cứng và làm biến dạng sản phẩm. Nhiệt độ tôi thấp, ngược lại, cho ta sản phẩm có độ dẻo cao hơn, tuy nhiên nếu thấp quá khi chưa hoà tan được cacbit thì sẽ không nhận được sản phẩm có độ cứng cao để sau khi ram có được tính chất tốt hơn

-Tốc độ làm nguội khi tôi gây nứt vỡ khuôn
Tìm hiểu các dạng nhiệt luyện của thép: khái niệm nhiệt luyện thép