Bài viết giới thiệu về lò thấm N thể khí. THT chuyên cung cấp lò thấm N các loại, và tư vấn công nghệ. Để nhận được tư vấn vui lòng gọi cho kỹ sư công nghệ của chún tôi theo số: 0984892487
Lò thấm nitơ là gì?
Trên thế giới, phương pháp thấm nitơ đã ra đời từ rất sớm, từ những năm đầu của thế kỷ 20. Ngay sau đó, phương pháp thấm nitơ được triển khai nghiên cứu mạnh mẽ nhiều nước và đã xuất hiện nhiều công nghệ thấm nitơ khác nhau, áp dụng cho nhiều loại sản phẩm. Đây là một trong những công nghệ hóa nhiệt luyện quan trọng nhất ứng dụng cho các chi tiết cần độ cứng bề mặt cao, làm việc trong điều kiện chịu mài mòn. Ngoài đặc điểm chịu mài mòn, lớp thấm nhận được sau thấm nitơ còn cho thấy những ưu điểm nổi bật khác như tăng khả năng chịu mỏi nhờ tạo ra lớp ứng suất nén trên bề mặt, nâng cao khả năng chống ăn mòn nhờ tạo được lớp bề mặt thụ động và cuối cùng là có khả năng hồi phục kích thước cho chi tiết sau một thời gian làm việc.
Tóm lại thấm nitơ là quá trình làm bão hoà nitơ vào bề mặt chi tiết thép nhằm đạt các mục đích sau:
– Làm tăng độ cứng, tính chống mài mòn,
– Tăng độ bền mỏi,
– Tăng khả năng chống ăn mòn trong các môi trường không khí, hơi, nước,
– Trang trí mỹ thuật cho sản phẩm.
Lò thấm nitơ là thiết bị sử dụng để tạo ra môi trường khí thấm NH3 tham gia cùng với khí độ N2, CO2 để tạo ra môi trường giàu nguyên tử N. Sau đó N sẽ khuếch tán vào bên trong thép tạo pha hóa bền bề mặt của chi tiết. Điều kiện để N khuếch tán vào trong thép là nhiệt độ môi trường thấm phải cao hơn nhiệt độ Ac1 trong giản đồ pha.

Tùy vào môi trường thấm N dạng lỏng, khí hay plasma mà có các lò thấm thể lỏng, thể khí hay lò thấm N plasma. Trong đó ở Việt Nam phổ biến nhất vẫn là các lò thấm N thể khí.
Những yếu tố cần điều khiển trong một lò thấm N thể khí là gì?
Những yếu tố công nghệ ảnh hưởng tới quá trình thấm N:
- Thời gian (Time)
- Nhiệt độ (Temperature )
- Mác thép (Steel chemistry )
- Lưu lượng khí (Gas flow)
- Độ phân hủy khí thấm (Gas dissociation)
- Ảnh hưởng trạng thái bề mặt thép trước khi thấm (Steel surface condition prior to the nitriding process)
- Cấu trúc tế vi lớp thấm (Surface metallurgy or compound layer thickness)
- Tổng chiều day lớp thấm cần đạt (Total case depth)
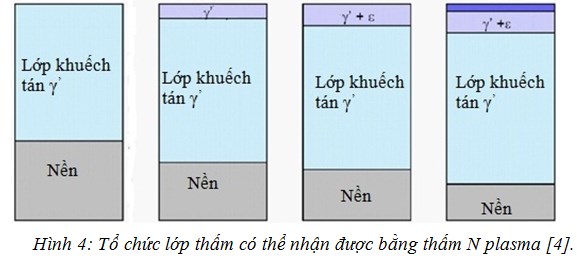
Các thông số công nghệ chính ảnh hưởng tới tổ chức và chất lượng lớp thấm nitơ gồm: thế thấm nito Kn (hoặc độ phân hủy NH3), nhiệt độ và thời gian thấm trong đó thế nitơ là thông số quan trọng nhất quyết định đến hàm lượng N trên lớp bề mặt thép do đó quyết định cấu trúc lớp thấm.
Thông tin để lựa chọn một lò thấm N thể khí là gì ?
Cùng với sự phát triển của công nghệ thấm N thể khí thì công nghệ chế tạo lò thấm cũng có sự phát triển mạnh mẽ cho đến ngày nay. Lò thấm theo mẻ đã có sẵn nhiều cấu hình, bao gồm lò giếng, chuông, hộp và lò cửa đẩy. Lựa chọn giải pháp tối ưu bắt đầu bằng thu thập các thông tin dưới đây:
- Sản lượng một mẻ
- Kích thước và khối lượng, bao gồm sai số quan trọng
- Cấu hình bộ phận: Các bộ phận dài thường được xử lý theo chiều dọc trong khi các bộ phận nhỏ có thể được chất vào giỏ để xử lý theo thiết bị ngang hoặc dọc
- Chiều day lớp thấm và yêu cầu kỹ thuật (luyện kim) cần thiết
- Không gian sàn có sẵn, phương pháp xử lý ưa thích (ví dụ: xe chuyển tải chạy bằng điện, cần cẩu trên không, xe nâng) và mức độ linh hoạt và tự động hóa cần thiết.
- Yêu cầu quá trình linh hoạt: Một số chi tiết yêu cầu cụ thể (thời gian, nhiệt độ, thế thấm) hoặc nhiều chi tiết
- Cấu hình của hệ thống: Bao gồm lò đơn hoặc một phần của hệ thống
- Giới hạn không gian
- Mức độ tích hợp: Độc lập hoặc tích hợp với thiết bị có sẵn hoặc với cơ sở vật chất có sẵn
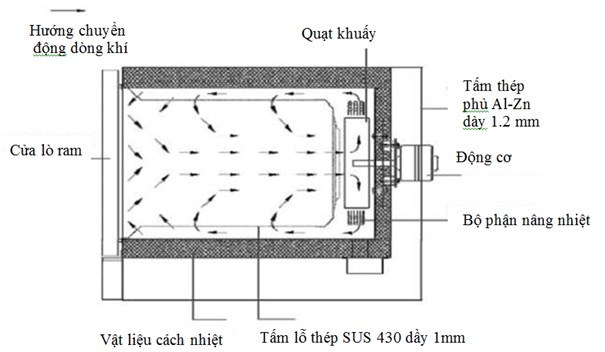
Cấu tạo chính của một lò thấm N thể khí ?
Thế hệ lò sau đó được cấu tạo hoàn chỉnh hơn từ hệ thống cơ khí, hệ thống nhiệt, hệ thống khí…
Cấu tạo có kết cấu chính như sau:
– Nồi lò (Furnace tank) thông thường được chế tạo bằng thép không gỉ, trong nồi lò chứa không gian làm việc được định nghĩa là phần đặt chi tiết thấm. Trong thực tế chính là không gian đặt gá thấm.
– Nồi lò được nung nóng thông qua hệ thống gia nhiệt bằng dây điện trở (electric resistance wire). Dây điện trở được quấn và định vị bởi gạch chịu nhiệt (Fire-proofe Brick) và được quấn xung quanh thành nồi, trong một số lò còn được quấn ở đáy lò để đảm bảo đồng đều nhiệt độ tốt hơn.
– Tiếp đến là lớp vật liệu giữ nhiệt, thông thường là bông giữ nhiệt (Heat preservation cotton) đảm bảo nhiệt không tổn thất khỏi lò.
– Bên ngoài là các lớp gạch chịu lực và chịu nhiệt và vỏ lỏ làm bằng thép có sơn chịu nhiệt
– Nắp lò (Furnace lid) được nắp kín với nồi lò và thường có goăng chịu nhiệt để đảm bảo độ kín trong không gian nồi lò. Trên nắp lò được tích hợp nhiệt chi tiết như quạt khuấy đảo nhiệt (Cycle Fan), đồng hồ đo áp suất trong lò (Pressure meter), đầu khí vào và ra khỏi lò (Gas inlet and outlet port). Hệ thống làm mát nắp lò (Water Inlet port)
– Tủ điều khiển bao gồm phần điện điều khiển, can nhiệt và có thể tích hợp các đồng hồ đo lưu lượng khí.